��Ԕ��
����\�S�Ĺ�ˇ�˜��v��
�l���r�g��2018-08-03 ��Դ��http://www.gavc.com.cn/news/36.html
ɽ�|�^����\�S�ļҺã��x��H���б������ٱ���Ϳ�b����˾��Ʒ�Ɵ���\�Ŀ�OӋ��ʩ���S�ң����I���g�F�ʩ���Fꠡ��Ŀ�������w�ӱ���ɽ���Լ����ֵ�ʡ�ݵ^�����汱������С�����ҁ������ڟ���\ʩ���^���л������ИI��ˇ�˜ʡ�
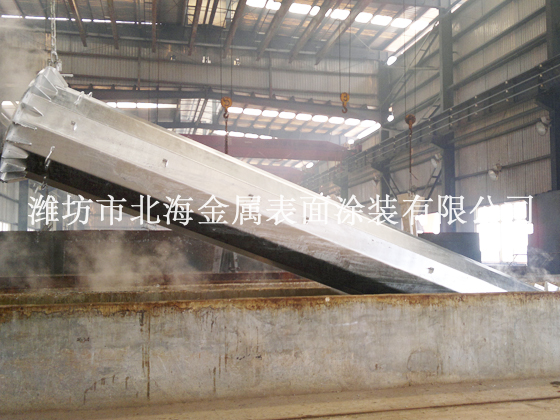
1����ˇ�������ƣ��\Һ�ضȑ�������440-460��֮�g�����\�r�g��������30-60��֮�g�����X�����\Һ�溬�X��0.01-0.02%��
2���\�Vʹ�Ñ������Zn0-3�\�V��
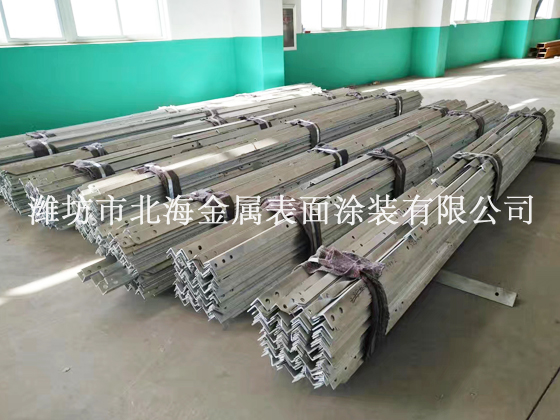
3��Ҫ�����S�o���ƺð��뉺���������γ������b�õĿɿ����ܣ��ӏ���ĝ������{������\�ܷ������ĸ߶ȡ��Ƕȣ����O���{������Ѡ�B��
4���ӽ��_�P�Ĕ[��λ��Ҫ�ʴ_�o�`�����ż���ͱ�Ҫ�yһ��̖ʹ�ã���t���ض��`����ż�ı��o�ܣ�Ҫ�����z����Q��
5�������_�����ˆTҪ�����tǰ�O���\����r���ք�ָ�]���ք��{���ٶȷ�ֹ���ܬF��
6���tǰ��ʹ�ù���Ҫ���A����ʹ�ã��Է�ֹ�R�\���ˣ������z���Пo䓹ܵ���偃ȣ�����Ҫ���r�����Ҫ���r�{���O��e���ܣ��Ա����O��İ�ȫ��
7�����\偃ȼ��\�r���\�VҪ���A�ᣬ���\�r�Q�����Sһ�������\�����\ÿ����������K�������\�V�v���N���\偱��澏�����£�����_���p���\偺͞R�������\���ˣ��\Һ�ȇ����F����|���룬�Է��a�������\����
8�����\�r�������ӟᣬ���ɟ����𣬷�t���Гp��\偵ĉ����������д������\�����]�l�������@�N�к����w�����w�����^������һ�N���T���ᡱ�IJ��Y�������\�^���У�һ���\�Ѿ����^�ߜض��в�������ȥ�܄��\�K�������Ƃ����������m���Ĺ���ȥ�܄�����
9��Ҫ���r����\Һ������\�ҡ��λҕr���p�p���\Һ�������ùλҰ���ã����ܔ��ӵ�̫�����������\�ғP�𣬹λҰ岻���c���ڽ��\����ܕr��䓹�����������܈ס���F�����¹ʻ��O���¹ʡ�
1����ˇ�������ƣ��\Һ�ضȑ�������440-460��֮�g�����\�r�g��������30-60��֮�g�����X�����\Һ�溬�X��0.01-0.02%��
2���\�Vʹ�Ñ������Zn0-3�\�V��
3��Ҫ�����S�o���ƺð��뉺���������γ������b�õĿɿ����ܣ��ӏ���ĝ������{������\�ܷ������ĸ߶ȡ��Ƕȣ����O���{������Ѡ�B��
4���ӽ��_�P�Ĕ[��λ��Ҫ�ʴ_�o�`�����ż���ͱ�Ҫ�yһ��̖ʹ�ã���t���ض��`����ż�ı��o�ܣ�Ҫ�����z����Q��
5�������_�����ˆTҪ�����tǰ�O���\����r���ք�ָ�]���ք��{���ٶȷ�ֹ���ܬF��
6���tǰ��ʹ�ù���Ҫ���A����ʹ�ã��Է�ֹ�R�\���ˣ������z���Пo䓹ܵ���偃ȣ�����Ҫ���r�����Ҫ���r�{���O��e���ܣ��Ա����O��İ�ȫ��
7�����\偃ȼ��\�r���\�VҪ���A�ᣬ���\�r�Q�����Sһ�������\�����\ÿ����������K�������\�V�v���N���\偱��澏�����£�����_���p���\偺͞R�������\���ˣ��\Һ�ȇ����F����|���룬�Է��a�������\����
8�����\�r�������ӟᣬ���ɟ����𣬷�t���Гp��\偵ĉ����������д������\�����]�l�������@�N�к����w�����w�����^������һ�N���T���ᡱ�IJ��Y�������\�^���У�һ���\�Ѿ����^�ߜض��в�������ȥ�܄��\�K�������Ƃ����������m���Ĺ���ȥ�܄�����
9��Ҫ���r����\Һ������\�ҡ��λҕr���p�p���\Һ�������ùλҰ���ã����ܔ��ӵ�̫�����������\�ғP�𣬹λҰ岻���c���ڽ��\����ܕr��䓹�����������܈ס���F�����¹ʻ��O���¹ʡ�
��������\ʩ����ˇ��Ո�^�m�Pע�������ٱ���Ϳ�b����˾�پW�����m�������¸����ИI��Ϣ��

��һ�l: �H������\���ܵķ��B
��һ�l: ����\�ӹ����|��Ӱ�����
���P�˺�������\
- ���P�aƷ
-
-
-
-